

JCopyright © 2022 Aspen Integrated Systems

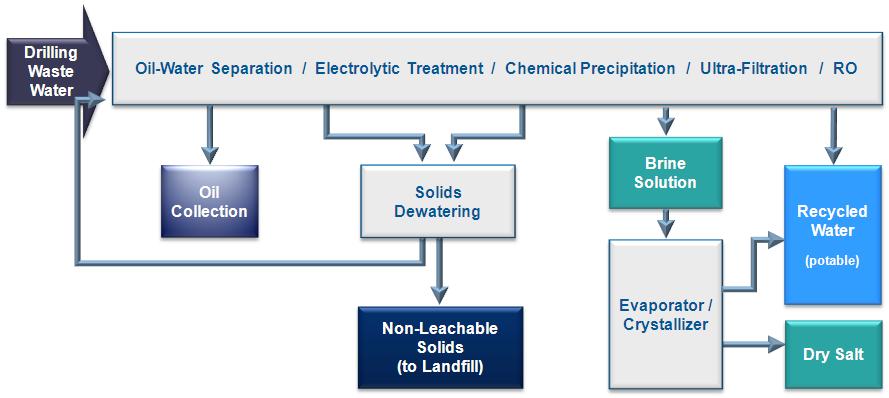
The Wastewater Recycling Process Model (shown below) depicts a comprehensive water recycling approach that accepts water produced during gas exploration and production activity as influents and yields water meeting the discharge specifications set by State, Federal and many international regulatory agencies (i.e. “potable water”), solid waste, and can also yield, as seasonal demand may dictate, a salt brine for road application (or converted to crystallized salt) in a full scale production system.

Electrolytic Treatment passes an electrical current through the water to remove a broad range of pollutants, including emulsified oils and dissolved and suspended solids.
Electrolytic Treatment

Chemical Precipitation is a tailored process that uses chemical reagents to drive oxidation-reduction reactions in a reaction chamber to form a precipitate.
Chemical Precipitation

Ultrafiltration excels at separating desirable and undesirable components from a waste stream, especially oils, precipitated solids, and colloidal particals.
Ultra-Filtration

A triple-effect Forced Circulation (FC) Brine Crystallizer designed for the crystallization of Salt from a brine solution.
Multi-Effect Evaporation






Aspen Water Treatment Technologies

Hover over any of the buttons above to view an expanded description of the technology.
Electrolytic Treatment
Aspen’s electrolytic treatment technology was first commercialized as a batch process system in 1998. Since then, the technology has been refined consistently across many installations and across industry sectors, treating a variety of water sources and removing a broad range of pollutants, including emulsified oils and suspended solids. Continuous Flow Electrolytic Treatment (CFET) offers an exponential increase in processing capacity while preserving the quality and cost effectively of the process. CFET can handle similar volumes to Direct Air Flocculation (“DAF”); while the solid residue is much smaller in volume; and it can be concentrated into an inert, non-leachable solid. The only other byproducts are naturally occurring metal oxides, leaving no other environmental considerations. The consumable components of CFET (the electrodes) have an indefinite shelf life and are activated by the application of low voltage electricity.
Chemical Precipitation
Industrial wastewater derived from gas exploration and production activities contains a myriad of contaminants: clays, chemical additives, dissolved metal ions and total dissolved solids (TDS). This water has high levels of TDS and leaches out minerals from the shale including barium, calcium, iron and magnesium. It also contains dissolved hydrocarbons such as methane, ethane and propane along with naturally occurring radioactive materials (NORM) such as radium isotopes. Understanding the contaminants is the first step in selecting the chemical reagents to be used to drive oxidation-reduction reactions and the formation of precipitates. The process is designed to isolate the formation of potentially hazardous solid precipitates from those which are more benign. In some cases, useful compounds such as Barium Sulphate, can be precipitated and collected for sale. Precipitates which remain suspended in solution (TSS) are removed by the Ultra-Filtration process.
Ultra-Filtration
Ultrafiltration (UF) is a form of filtration that uses a membrane to separate different fluids or ions. While Ultrafiltration is not as fine a filtration process as nanofiltration, it does not require as much energy to perform the separation. The UF membrane's pores define its permeability and they are typically much larger than the membranes pores that are used in nanofiltration.
UF is most commonly used to separate a solution that has a mixture of some desirable components and some that are not desirable. One of the uses that demonstrates the usefulness of UF is separation of oil in an emulsion from water. UF is capable of concentrating bacteria, some proteins, some dyes, oils and colloidal or emulsified components. UF is only somewhat dependent upon the charge of the particle and is much more concerned with the size of the particle.
Multi-Effect Evaporation
The hot brine solution is fed to the Crystallizer, where the concentrated slurry is circulated through the Heating Elements. The circulating brine in the first effect Heating Element is heated with steam which condenses on the vapor side. The heated and concentrated brine slurry which is circulating in the brine-side of the heating elements is discharged from each Heating Element into its respective Vapor Separator. The water vapors separate from the slurry in the Vapor Separators. The vapors from each effect Vapor Separator are discharged into the vapor side of the subsequent effect Heating Element, where they finally condense for discharge into the vapor side of the main Surface Condenser. The concentrated slurry is pumped from the Vapor Separator to the hydro-clone thickener, and from there to the centrifuge where the wet crystal cake will be separated from the mother liquor.

Aspen Integrated System’s chemical treatment, ultra-filtration, and evaporation processes were demonstrated in field tests performed in Pennsylvania’s Marcellus Shale region. Raw flowback (“frac”) water was recycled using Aspen’s first generation, multi-stage water recycling process with exceptional results. The water samples shown to the right depict a raw waste sample, a partially treated intermediate process sample, and the final “pure” water result. At 0.33 μS/cm (microsiemens/cm, a measure of electrical conductance), the recycled water is actually very well in excess of the 100-500 μS/cm level of most good drinking water. Our “pure” water result was produced as a striking proof of concept; in actual production, the water will meet or exceed normal drinking water parameters.
